
超高压处理对百香果—火龙果复合饮料品质的影响及杀菌工艺优化
分类:农业论文
时间:2022-05-16
摘要:以未杀菌的复合饮料作为对照组,通过设定不同低高压压力组合、保 压 时 间、低高压时间比和协同温度,采用单因素和正交试验对百香果—火龙果复合饮料进行超高压处理,测定 其 菌 落 总 数、霉 菌 和 酵 母 菌、pH、可 溶 性固形物、稳定系数和色差△E 等各项指标的变化,研 究 超高压处理对复合饮料品质的影响并确定最佳杀菌工艺条件。试 验 结 果 表 明,经 低 高 压 压 力 组 合 200 MPa/550MPa,保压时间12min,低 高 压 时 间 比1?2,协 同 温度30 ℃的超高压处理后,能有效杀灭复合饮料中的微生物,同时对复合饮料原有品质影响较小。
关键词:百香果;火龙果;复合饮料;超高压;品质
百香果(PassifloraedulisSims)又名鸡蛋果,含有多糖、氨基酸 以 及 丰 富 的 钙、磷、铁 等 物 质[1],其 果 香 味 独特,非常适宜与其他果蔬汁混 合,能有效改善复合饮料的风味[2]。火龙果(Hylocereusundatus)又 称 红 龙 果,富 含维生素、膳食纤 维、碳水化合物和矿物质[3],是 一 种 高 膳食纤维、低脂、低 糖、高水分且微量营养素丰富的热带和亚热带水果[4]。这两种水果作为广西优势农产品资源,产量高但不耐贮藏[5-6],将二者复配制作饮品,可 以 转 化为高附加值加工产品的形式解决原料不耐贮藏问题[7]。然而,百香果、火龙果均为热敏性原料,采用热力杀菌会不同程度地破坏复合饮料中的营养成分和感官品质[8]。
超高压技术(UHP)是目前农产品非热杀菌的研究热点之一[9],能在杀菌、钝酶的同时保持产品原有营养和感官品质,其中施压方式是影响超高压杀菌效果的一个重要因素[10],有研究[11]表 明,间歇式超高压可以强化对微生物的致死率,减少超高压处理时间。现有研究中采用间歇性施压处理单一水果饮料已有报道,如胡萝卜汁[11]、西番莲果汁[12]、椰肉 原 浆[13]9等,但应用于百香果—火 龙果复合饮料的研究尚未见报道。
试验拟采用间歇式超高压处理百香果—火 龙 果 复 合饮料,研究不同低高压压力组合、保 压 时 间、低 高 压 时 间比和协同温度对复合饮料杀菌效果及品质的影响,为 其工业化加工应用提供一定的参考。
1 材料与方法
1.1 材料与试剂
百香果:紫果,泰和水果店;
火龙果:红肉,泰和水果店;
富硒黑木耳:广西昭平;
白砂糖、食盐:市售;
果胶酶:食品级,诺维信有限公司;果胶、黄原胶:食品级,浙江多味化工食品有限公司;无水乙醇、氯 化 钠:分 析 纯,广东光华科技股份有限公司;
平板计数琼脂:生化试剂,广东环凯微生物科技有限公司。
1.2 试验仪器与设备
破壁料理机:XP07型,佛山市顺德区喜莱家电器有限公司;
数显恒温水浴锅:HH-S2型,江苏金怡仪器科技有限公司;
立式压力蒸汽灭菌器:LDZX-75KBS型,上海申安医疗器械厂;
台式低速大容量离心机:L550型,湖 南 湘 仪 实 验 室仪器开发有限公司;
真空包装机:AS-Z0L型,泉州市安森机电有限公司;
超高 压 设 备:HPP.L2-600/1型,天津华泰森淼有限公司;
pH 计:FE28 型,梅 特 勒—托 利 多 仪 器 (上 海)有 限公司;
可见分 光 光 度 计:722 型,上海佑科仪器仪表有限公司;
数显糖度计:LH-B55型,陆恒生物有限公司;
色彩色差 计:CR-400型,日本柯尼卡美能达控股株式会社。
1.3 试验方法
1.3.1 百香果—火龙果复合饮料的制备
百香 果 汁、火 龙 果 汁 → 混 合、调 配 → 均 质 → 袋 装(100g/袋)→真空封口→超高压杀菌→冷却→成品
操作要点:
(1)混合、调配:将制备的百香果汁、火龙果汁按最佳配方即百香果与火龙果复配比1?1 (g/g),料 液 比1?3(g/g)进行混合后,加入具有保健功效且可均衡营养的黑木耳粉0.35%,白糖9%和稳定剂0.1%调配。
(2)均质:将调配好的混合果汁置于胶体磨中处理7min。
(3)袋装:将均质后的复合饮料装至耐压性能优良的PET/PE复合真空食品包装袋中。
(4)真空封口:装 袋 后 在0.1 MPa下 进 行 真 空 热 封,封口时间为2.0s,冷却时间为1.7s。
(5)超高压杀菌:将包装好的复合饮料置于超高压灭菌容器内,以水 作 为 传 压 介 质,采用先低压处理,待 卸 压完成后立即进行高压操作,处理结束取出样品。
1.3.2 单因素试验设计 试验设定超高压处理基本条件为低高压压力组合200MPa/400MPa、保压时间10min,低高压时间比1?1,协 同 温 度30 ℃,以低高压压力组合(100 MPa/400 MPa、200 MPa/400 MPa、200 MPa/500MPa、300 MPa/500 MPa、300 MPa/600 MPa)、保 压时间(2,6,10,14,18min)、低高压时间比(5?1,2?1,1?1,1?2,1?5)和协同温度(25,30,35,40,45 ℃)为超高压处理的考察因素,以菌落总数、pH、可溶性固形物、稳定系数和色差值△E 为 指 标。改变其中一个因素条件,固 定其他因素条件,分别考察各因素对复合饮料品质的影响。
1.3.3 正交试验优化设计 依据单因素试验结果,采 用L9(34)进行三因素三水平正交试验因素水平设计。
1.3.4 测定指标(1)色差值:分别将超高压处理样品与对照样品平铺于台面,采用色差计对样品的L、a、b进行测定,然后对比分析[14]。
2 结果与分析
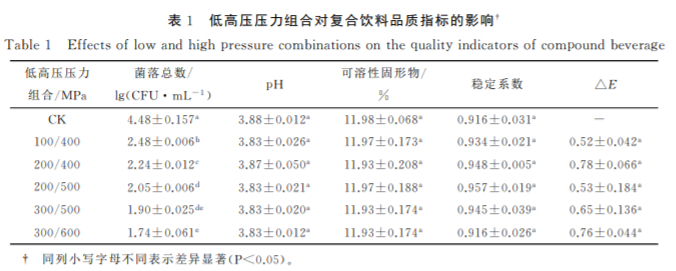
2.1 低高压压力组合对复合饮料品质的影响
百 香 果—火龙果复合饮料 中初始菌落总数为4.48lg(CFU/mL),随着压力组合的升高,菌 落 总 数 呈 下降 趋 势。 经 压 力 组 合 100 MPa/400 MPa、300 MPa/600MPa处理的复合饮料中菌落总数分别下降至 2.48,1.74lg(CFU/mL),表明复合饮料中的不耐压微生物 随着压力组合的升高逐渐失活;在200 MPa/500 MPa下 复合饮料的杀菌率为 99.64%。当 压 力 组 合 在 200 MPa/500MPa、300MPa/500MPa和300MPa/600MPa时,复合饮料中菌落总数并没有随着压力组合的增大而显著减少。分析原因:超高压处理后,大部分对压力敏感的细菌已经死亡,而在有限的范围内继续升高压力,因 施 压 压 力远未达到耐压菌的阈值,其菌落总数也不会显著减少[16]。
由 表 1 可 知,不同低高压压力组合对复合饮 料 的pH、可溶性固形 物、稳 定 系 数 和 色 差 △E 与 对 照 样 均 无显著差异(P<0.05)。这 与 朱 香 澔 等[12]研究超高压处理西番莲果汁品质 的 影 响 时 结 果 一 致,经超高压处理西番莲果汁的pH、可 溶 性 固 形 物、稳 定 系 数 和 色 差△E 均 无显著 性 差 异。 其 中,在 100 MPa/400 MPa、200 MPa/500MPa时,色差△E 相较于其他组合更小。综合各项指标及 生 产 成 本 考 虑,较 佳 的 压 力 组 合 为 200 MPa/500MPa。
2.2 保压时间对复合饮料品质的影响
随着保压时间(2~18min)的 延 长,菌落总数显著减少,因此延长保压时间对杀灭复合饮料中的细菌效果显著(表2)。这与任杰等[17]报道的随着超高压杀菌时间的延长,菌落总数的灭活率逐渐上升结果相互一致。当 保压时间>10min时,复合饮料的菌落总数下降趋于平缓,可能是由于复合饮料中的大部分微生物已在10min内被杀死,而剩余的微生物具有较高的耐压性,故 继 续 延 长 保压时间对复合饮料中菌落总数的变化不明显。
由表2可知,与对照组相 比,经超高压处理对复合饮料的pH、可溶性固形物和稳定系数影响较 小,均 无 显 著性差异,表明超高压处理可较好地保持复合饮料的甜酸度及稳定性。这与方亮等[18]研究超高压中温协同处理对猕猴桃果汁 pH 及可溶性固形物含量的影响结果一致。随着超高压处理 中 保 压 时 间 的 延 长,复合饮料的色差值 △E 在18min时最大,与处理组间差异显著,可能是经超高压处理后,复合饮料中的内源酶会被钝化,同 时 保 压 时间越长,越有利于细胞内呈色物质的溶出,从 而 使 复 合 饮料的色泽有所变化[19]。综合各项指标及生产成本考虑,较佳的保压时间为10min。
2.3 低高压时间比对复合饮料品质的影响
着低压时间占比的减 少,高压时间比例的增大,复合饮料菌落总数下降幅度较大,由2.56lg(CFU/mL)下降至1.76lg(CFU/mL)(表3)。这 是 因 为 增 大 高 压 时 间占比的同时间歇性施压方式对微生物的特殊胁迫作用得以增强,高压时间比越大,对微生物的特殊胁迫作用也越强,复合饮料中微生物的杀菌效果越好[13]16。在 低 高 压时间比为1?2,1?5时,菌落总数曲线趋于平缓,继 续 延长高压时间对复合饮料杀菌效果的影响不明显。
相关知识推荐:食品加工论文翻译英文找哪里
由表3可知,保压时间对复合饮料的 pH、可 溶 性 固形物、稳定系数与对照样无显著差异,而 色 差 值△E 随 着高压时间的延长而逐渐增大,在低高压时间比1?2,1?5时存在显著性差异,可能是由于高压时间的延长,复 合 饮料中果肉细胞组织破损,呈色物质大量溶出,色 差△E 增大。综合各项指标及生产成本考虑,较佳的低高压时间比为1?1。
2.4 协同温度对复合饮料灭菌效果及品质的影响
随着协同温度 的 升 高,复合饮料中菌落总数呈下降的趋势,但整体下降趋势较为平缓,处理组间差异不显著。这与康蕊等[10]研究超高压处理中保压温度对椰肉原浆灭菌效果的 影 响 一 致。对 照 组 的 pH、可 溶 性 固 形 物、稳定系数含量分别为3.88、11.98%、0.916;随着 超 高 压 处理协同温度的升高,复合饮料的pH、可溶性固形物、稳 定系数与对照组均无显著性差异,而 色 差 值 △E 随 着 协 同温度的升高而增大(表4)。综合各项指标及生产成本考虑,较佳的协同温度为30 ℃。
2.5 超高压杀菌正交试验结果与分析
固定超高压处理时协同温度为30 ℃,采用 L9(34)进行三因素三水平正交试验,因素水平设计见表5。
由表6可知,经超高压正交优化试验的复合饮料中均未检 出 霉 菌 和 酵 母 菌。根据各因素均值分析可知,A3C>B(即低高压压力组合>低高压时间比>保压时 间)。由 此 得 出,百 香 果—火 龙 果 复合饮料的最佳超高压灭菌条件为 A3B3C3,即 低 高 压 压 力组合为200MPa/550MPa,保压时间为12min,低高压时间比为1?2。
2.6 不同杀菌方式对复合饮料品质指标的影响
由表8可知,对最佳超高压 杀 菌 条 件 A3B3C3进 行 验证实验,并以未经杀菌处理作为对照组,从复合饮料的各项品质指标对超高压杀菌与巴氏杀菌(85 ℃,15 min)两种处理方式进行比较。检测到经超高压杀菌处理的复合饮料中菌落总数<10CFU/mL,巴氏杀菌处理的复合饮料中未检出菌 落;两种杀菌方式处理对复合饮料的 pH、可溶性固形物和稳定系数影响不大,而 色 差△E分 别 为1.12和3.49,即巴氏杀菌与对照组的色差存在较大差异,超高压杀菌则相 对 较 小,说明采用超高压杀菌可以较好地保持复合饮料原有色泽。
由表9可知,在感官品质 方 面,两种杀菌方式对复合饮料感官评价存 在 不 同 影 响,其中超高压杀菌与未杀菌样品较为相近。
综合以上对菌落总数、pH、可溶性固形物、稳定系数、色差△E 和感官评价的分析,采用超高压杀菌(200 MPa/550MPa,12min,1?2)和 巴 氏 杀 菌(85 ℃,15min)处 理复合饮料的微生物指标均可达到饮料相关标准 (NY/T434—2016),但超高压杀菌可以较好地保持百香果—火龙果复合饮料原有色、香、味等各项品质。
3 结论
超高压处理新鲜百香 果—火龙果复合饮料的杀菌效果显著,并且能较好地保持复合饮料原有品质,其中压力越大,保压时间越 长,杀 菌 效 果 越 好;对 复 合 饮 料 的 pH、可溶性固形物、稳定系数均无显 著 性 差 异,但 延 长 保 压 时间和增加高压时间占比,色 差 值△E 增 大。经 试 验 研 究,确定百香 果—火龙果复合饮料的超高压最 佳杀菌条件为:低高压压力组合 200 MPa/550 MPa,保 压 时 间12min,低高 压 时 间 比1?2,保 压 温 度30 ℃。在 此 条 件下,菌落总数<10CFU/mL,产品符合饮料食品的卫生标准要求。此外,超高压处理百香果—火 龙 果 复 合 饮 料 贮藏期间的品质变化有待进一步研究。——论文作者:唐美玲1,2、段伟文2、段振华1,2、唐小闲2
参考文献
[1]林日高.沙田柚和西番莲复合果汁饮料的研制[J].食品与机械,2014,30(4):204-206,215.
[2]蒲 海 燕,李 影 球,李 梅,等.雪 莲 果、百香果复合饮料的研制[J].食品与发酵科技,2009,45(6):56-58.
[3]谢国芳,周 俊 良,韩 秀 梅,等.火龙果营养研究及开发现状[J].食品工业,2013,34(6):171-174.
[4]段振华.火龙果的营养评价与加工技术[J].食 品 研 究 与 开发,2018,39(10):215-219.
[5]徐雪莹.西番莲贮藏特性及保鲜技术研究[D].湛江:广东海洋大学,2015:4.
[6]盘喻颜,段振华,刘 艳,等.火龙果片微波间歇干燥特性及其动力学研究[J].食品与机械,2019,35(3):195-201.
[7]康欢,马涛,户昕 娜,等.超高压处理对南瓜复合汁杀菌效果与品质的影响[J].食品工业,2019,40(5):153-159.
[8]段 振 华.现代高新灭菌技术及其 在食品工业中的应用研究[J].中国食物与营养,2006(9):28-30.
[9]尹琳琳,杨建涛,刘 海 涛,等.中温协同超高压处理对草莓汁贮藏品质的影响[J].食品与机械,2016,32(7):106-111.
[10]万斌.椰肉原浆耐压菌的分离及 其中温协同超高压的研究[D].海口:海南大学,2015:23-24
.[11]胡菲菲,朱瑞,杨楠,等.胡萝卜汁中大肠杆菌脉冲式超高压杀菌动力学研究[J].农 业 机 械 学 报,2014,45(1):178-183,190.
[12]朱香澔,段振华,刘艳,等.西番莲果汁饮料超高压灭菌工艺优化[J].食品工业,2018,39(11):12-18.
[13]康蕊.超高压处理椰肉原浆的实验研究[D].海 口:海 南 大学,2013.
[14]李小鑫,罗昱,梁芳,等.浑浊型刺梨果汁饮料配方及其稳定性研究[J].食品与发酵工业,2013,39(7):216-222.
[15]徐安书,张洪礼,刘炜.龙眼胡萝卜番茄混合汁乳酸菌饮料稳定性研究[J].食品科技,2013,38(6):125-130.
[16]姜斌,胡小松,廖小军,等.超高压对鲜榨果蔬汁的杀菌效果[J].农业工程学报,2009,25(5):234-238.
[17]任杰,胡志和,刘 洋.超高压处理对牛初乳中微生物的影响[J].食品工业科技,2013,34(14):173-176.
[18]方亮,江波,张涛,等.超高压中温协同处理对猕猴桃果汁品质的影响[J].安徽农业科学,2007,35(33):10843-10844.
[19]张 微.超高压和热处理对热带果汁品质影响的比较研究[D].广州:华南理工大学,2010:53-54.
* 稍后学术顾问联系您




